
Ab dem 12. August 2026 wird die EU-Verordnung über Verpackungen und Verpackungsabfälle (PPWR) alle Verpackungen auf einer Recycling-Skala von A bis E einstufen. Nur Verpackungen, die die Klassen A, B oder C erreichen, werden über das Jahr 2030 hinaus kommerziell verwertbar bleiben. Für VFFS-Verpackungslinien (Vertical Form-Fill-Seal) bedeutet dies, dass die Folien, die Ihre Maschine verarbeiten kann, und die Siegel, die sie herstellt, direkt darüber entscheiden, ob die Produkte Ihrer Kunden in den europäischen Regalen bleiben.

Verständnis der PPWR-Rezyklierbarkeitseinstufung
Wie die Wiederverwertbarkeit gemessen wird
Der PPWR verwendet eine Einstufungsmethodik, die auf den Wiederverwertbarkeit von Verpackungsmaterialien in realen Sammel- und Verwertungssystemen in der EU. Die Bewertung berücksichtigt:
| Faktor | Was es misst | Gewicht |
|---|---|---|
| Materielle Trennbarkeit | Können die Schichten beim Recycling getrennt werden? | Hoch |
| Kompatibilität mit bestehenden Recyclingströmen | Passt das Material in die aktuelle Sortierinfrastruktur? | Hoch |
| Kontaminationsrisiko | Verunreinigt die Verpackung Recycling-Chargen? | Mittel |
| Potenzial für rezyklierte Inhalte | Kann das Material zu verwertbaren Rohstoffen recycelt werden? | Mittel |
Definitionen der Klassen
| Klasse | Wiederverwertbarkeit | Marktstatus | Beispiele |
|---|---|---|---|
| A | ≥95% recycelbar | Vollständig konform | Mono-PE-, Mono-PP-Folien |
| B | 80-94% wiederverwendbar | Vollständig konform | Einpolymer-Laminate |
| C | 70-79% wiederverwendbar | Konform (Überprüfung 2035) | Einige biobasierte Folien |
| D | 50-69% wiederverwendbar | Auslaufen 2030 | Mehrschichtiges PET/PE |
| E | <50% wiederverwendbar | Verboten 2030 | PET/PE/AL, auf PVC-Basis |
Quelle: EU-Kommission - PPWR Überblick
Das Problem: Mehrschichtige Filme auf VFFS-Maschinen
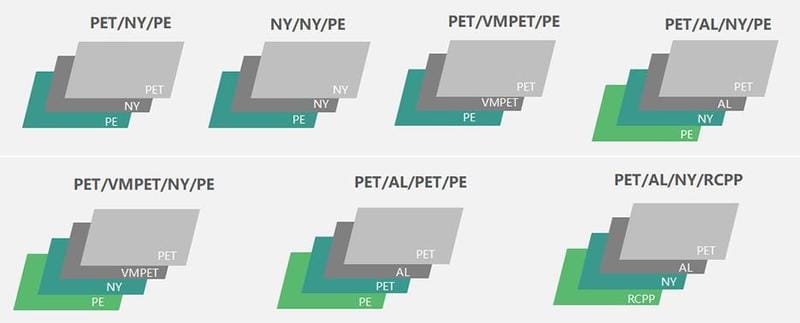
Die meisten VFFS-Maschinen, die heute in Betrieb sind, sind konfiguriert für mehrschichtige flexible Folien - in der Regel Kombinationen aus PET (Polyester), PE (Polyethylen) und AL (Aluminiumfolie). Diese Strukturen bieten hervorragende Barriereeigenschaften:
- PET bietet mechanische Festigkeit und Bedruckbarkeit
- AL bietet eine Sauerstoff- und Feuchtigkeitsbarriere
- PE bietet Heißsiegelfähigkeit
Mehrschichtige Folien sind jedoch grundsätzlich nicht wiederverwertbar in herkömmlichen kommunalen Systemen, da die Schichten nicht wirtschaftlich getrennt werden können. Bei der PPWR-Einstufung erreichen PET/PE/AL-Laminate in der Regel folgende Werte Note D oder E.

Aktuelle VFFS-Filmlandschaft
| Filmtyp | Struktur | PPWR Note (geschätzt) | Aktueller Marktanteil |
|---|---|---|---|
| Mono-PE | Nur PE | A | ~15% |
| Mono-PP | Nur PP | A | ~10% |
| PE/PE-Laminat | PE + PE | A-B | ~8% |
| OPP/PE | Polypropylen + PE | D | ~25% |
| PET/PE | Polyester und PE | D | ~20% |
| PET/AL/PE | Polyester + Folie + PE | E | ~15% |
| Papier/PE | Papier + PE-Beschichtung | C-D | ~7% |
Die Kluft ist eindeutig: etwa 60% der derzeit verwendeten VFFS-Folien stehen D oder E unter PPWR gegenüber.
Die Lösung: Mono-Material-Folienverarbeitung
Was sind Monomaterialfolien?
Monomaterialfolien werden aus einem Einfacher Polymertyp in der gesamten Struktur. Die beiden wichtigsten für VFFS-Verpackungen sind:
- Mono-PE (Polyethylen): Erhältlich in LDPE-, LLDPE- und mLLDPE-Varianten. Vollständig recycelbar in PE-Strömen. Temperaturbereich der Versiegelung: 110-160°C.
- Mono-PP (Polypropylen): Erhältlich in OPP-, CPP- und BOPP-Varianten. Vollständig recycelbar in PP-Strömen. Temperaturbereich der Versiegelung: 130-170°C.
Die Herausforderung besteht darin, angemessene Barriereeigenschaften zu erreichen, ohne eine zweite Polymer- oder Aluminiumschicht hinzuzufügen. Moderne Lösungen umfassen:
- Dünne EVOH-Beschichtungen (Ethylen-Vinyl-Alkohol) bei <5% des Gesamtgewichts - Aufrechterhaltung der Recyclingfähigkeit der Klasse A
- SiO_x und AlOx Vakuumabscheidung - nanometerdicke Barriereschichten, die die Klassifizierung der Recyclingfähigkeit nicht beeinträchtigen
- Biobasierte Barrierebeschichtungen - Lösungen auf Wasserbasis wie Actega ACTGreen, die der PPWR entsprechen und gleichzeitig O₂- und Feuchtigkeitsbarrieren bieten
VFFS-Maschinenanforderungen für die Verarbeitung von Monomaterialien
Die Verarbeitung von Monomaterialien auf einer VFFS-Maschine erfordert die Beachtung von drei kritischen Teilsystemen:
1. Abdichtungssystem
| Versiegelungsmethode | Mono-PE | Mono-PP | Mehrschichtig | Empfehlung |
|---|---|---|---|---|
| Konstante Wärme (Impuls) | ✅ Gut | ✅ Gut | ✅ Gut | Bestehende Norm |
| Beheizte Backenversiegelung | ⚠️ Mäßig | ✅ Gut | ✅ Gut | Möglicherweise muss die Temperatur angepasst werden |
| Versiegelung mit Ultraschall | ✅ Ausgezeichnet | ✅ Ausgezeichnet | ✅ Gut | Am besten für dünne Monomaterialien |
| Bandversiegelung | ✅ Gut | ⚠️ Mäßig | ✅ Gut | Hochgeschwindigkeitsanwendungen |
Wichtige Erkenntnisse: Die Ultraschallversiegelung erzeugt Wärme im Film selbst statt externer Wärmezufuhr. Dies macht es besonders effektiv für dünne Monomaterialfolien (15-30 μm), die bei herkömmlichen Heißsiegelgeräten schmelzen oder sich verformen können.
2. Kontrolle der Filmspannung
Monomaterialfolien sind im Allgemeinen weicher und elastischer als mehrschichtige Laminate. VFFS-Maschinen benötigen:
- Präzisionsspannungsregler mit ±0,5 N Genauigkeit
- Tänzerische Rollensysteme anstelle von festen Bremssystemen
- Einstellbare Niederzugsbänder zur Vermeidung von Foliendehnungen während der Formgebung
3. Kompatibilität der Formschulter
Der Formbund formt die Flachfolie zu einem Schlauch. Vor allem Mono-PE-Folien benötigen:
- Kragen aus poliertem Edelstahl oder beschichtetem Aluminium (Oberflächengüte Ra ≤ 0,4 μm)
- Einstellbare Formungswinkel zur Anpassung an unterschiedliche Foliensteifigkeiten
- Antistatische Systeme zur Verhinderung des Anhaftens von Folien auf der Kragenoberfläche
Reale Beispiele von der Interpack 2026
Mehrere Hersteller zeigten auf der Interpack 2026 PPWR-konforme VFFS-Lösungen:
Lintyco Nachhaltige VFFS-Plattform
Lintyco Packaging Machinery stellte seine nachhaltige VFFS-Lösung vor, die für recycelbare Monomaterial-Verpackungsanwendungen entwickelt wurde. Das System unterstützt PE- und PP-Folienstrukturen und gewährleistet gleichzeitig eine stabile Siegelleistung bei leichten Folien bis zu 20 μm.
Die Plattform integriert einen servogesteuerten Folientransport und eine intelligente Temperatursteuerung und trägt dazu bei, den Folienabfall beim Umrüsten zu reduzieren. ungefähr 10-15% im Vergleich zu herkömmlichen pneumatischen Systemen. Lintyco hob auch die energieeffiziente Bewegungssteuerung hervor, die den Druckluftverbrauch senken und die allgemeine Betriebsstabilität für mittelgroße Lebensmittelhersteller verbessern soll, die auf PPWR-konforme Verpackungen umstellen.
Syntegon SVX-Plattform
Syntegon (Halle 6/B31) präsentierte die SVX VFFS-Maschine, die den Folienverbrauch um bis zu 50% unter Beibehaltung der Siegelintegrität. Der SVX verarbeitet Monomaterial-PE- und PP-Folien mit Dicken bis zu 15 μm, gepaart mit einem KI-gesteuerten selbstregulierenden System, das die Dichtungsparameter in Echtzeit optimiert.
TNA robag Quantum
TNA (Halle 14/C56) stellte den robag Quantum vor, der Geschwindigkeiten von bis zu 300 Beutel/Minute pro Schlauch auf nachhaltige Folienstrukturen. Die Maschine ist speziell für die Kompatibilität von Monomaterialien mit schnellem Wechsel zwischen PE- und PP-Formaten ausgelegt.
ULMA VTC 840 WD
ULMA Packaging (Halle 5/5C23) präsentierte die vertikale Beutelmaschine VTC 840 WD mit 20% Reduzierung des Stromverbrauchs Und 30% Reduzierung des Druckluftverbrauchs, die sowohl herkömmliche als auch Monomaterialfolien verarbeiten können.
Quelle: Verpackung Europa - Interpack 2026 Berichterstattung
Foliendicke und ihr Einfluss auf die PPWR-Bewertung
Dünnere Folien schneiden bei der PPWR-Recyclingbewertung besser ab, weil sie:
- Weniger Rohmaterial pro Verpackung verwenden
- Weniger Energie für das Recycling benötigen
- Verunreinigen Recyclingströme weniger, wenn sie mehrschichtig sind
- Anpassung an die PPWR-Ziele zur Abfallreduzierung (max. 40% Leerraumregel)
| Filmtyp | Typische Dicke | PPWR-freundliche Dicke | Materialreduzierung |
|---|---|---|---|
| Mono-PE-Beutel | 80-120 μm | 40-60 μm | 40-50% |
| Mono-PP-Beutel | 60-90 μm | 30-50 μm | 40-50% |
| Kompostierbares PLA | 40-60 μm | 25-40 μm | 30-40% |
Anforderungen an kompostierbare Folien gemäß PPWR
Die PPWR schreibt kompostierbare Verpackungen für bestimmte Produktkategorien vor:
| Produktkategorie | Anforderung an die Kompostierbarkeit | Zeitleiste |
|---|---|---|
| Teebeutel | Muss kompostierbar sein | August 2026 |
| Kaffeebeutel (Portionspackungen) | Muss kompostierbar sein | August 2026 |
| Aufkleber für Obst und Gemüse | Muss kompostierbar sein | August 2026 |
| Sehr leichte Beutel (<15 μm) | Muss kompostierbar sein | August 2026 |
VFFS-Maschinen, die diese Produkte verarbeiten, müssen kompostierbare PLA-, PBAT- oder zellulosebasierte Folien verarbeiten. Diese Materialien haben unterschiedliche Siegeleigenschaften:
| Filmmaterial | Siegel-Temperaturbereich | Siegelstärke | Kompatibilität |
|---|---|---|---|
| PLA | 80-110°C | Mäßig | Erfordert präzise Temperaturkontrolle |
| PBAT-Mischungen | 90-130°C | Gut | Ähnlich wie bei der PE-Verarbeitung |
| Zellulosebasis | 100-140°C | Variabel | Möglicherweise ist eine Klebeversiegelung erforderlich |
Häufig gestellte Fragen
Kann meine derzeitige VFFS-Maschine Monomaterialfolien verarbeiten?
Die meisten VFFS-Maschinen, die nach 2018 hergestellt wurden, können Mono-PE- und Mono-PP-Folien mit geringfügigen Anpassungen von Siegeltemperatur, Druck und Verweilzeit verarbeiten. Maschinen, die älter als 2018 sind, erfordern möglicherweise eine Aufrüstung der Siegelbacken oder eine Änderung der Spannungssteuerung. Fordern Sie von Ihrem Lieferanten einen Materialkompatibilitätstest an - Lintyco bietet diese Bewertung kostenlos an.
Welche Mindestfoliendicke kann eine VFFS-Maschine verarbeiten?
Dies hängt von der Schweißtechnik und dem Folientransportsystem der Maschine ab. Moderne Maschinen mit servogesteuerten Folienabzügen und Ultraschallschweißgeräten können zuverlässig Folien bis zu 15 μm. Ältere Maschinen mit mechanischen Zügen haben in der Regel ein praktisches Minimum an 30-40 μm. Dünnere Folien erfordern eine präzisere Spannungssteuerung und weichere Siegelprofile.
Kosten Monomaterialfolien mehr als Mehrschichtfolien?
Monomaterialfolien kosten derzeit 10-20% mehr pro Kilogramm als vergleichbare mehrschichtige Laminate, da die Produktionsmengen geringer sind. Da jedoch Monomaterialfolien in dünneren Dicken hergestellt werden können, ist der die Kosten pro Verpackung sind oft ähnlich oder niedriger. Ein 50 μm Mono-PE-Beutel kann ein 80 μm PET/PE-Laminat bei vergleichbaren oder niedrigeren Materialkosten pro Einheit ersetzen.
Woher weiß ich, ob meine Verpackung die PPWR-Klasse A erreicht?
Die Einstufung der Wiederverwertbarkeit erfordert eine Prüfung durch ein akkreditiertes Labor nach der PPWR-Methode. Organisationen wie RecyClass Bewertungsprotokolle für die Recyclingfähigkeit bereitstellen, die mit den PPWR-Kriterien übereinstimmen. In der Praxis erreichen Mono-PE- und Mono-PP-Folien ohne unverträgliche Zusatzstoffe in der Regel die Klasse A.
Was passiert mit Verpackungen, die nach 2030 mit der Note D oder E bewertet werden?
Verpackungen mit der Einstufung D oder E nicht auf dem EU-Markt in Verkehr gebracht werden können nach 2030. Unternehmen, die weiterhin nicht konforme Verpackungen verwenden, müssen mit Durchsetzungsmaßnahmen wie Produktrücknahme und Geldstrafen rechnen. Der genaue Strafrahmen wird von den einzelnen Mitgliedstaaten festgelegt, kann aber bis zu 4% des jährlichen EU-Umsatzes für die jeweilige Produktkategorie betragen.
Abschluss
Das PPWR-System zur Einstufung der Recyclingfähigkeit schafft einen klaren technischen Standard, den Verpackungsmaschinen erfüllen müssen. Für Käufer von VFFS-Anlagen ist die Priorität klar: Sie müssen sicherstellen, dass ihre Maschine PE- oder PP-Monomaterialfolien mit wirtschaftlich vertretbaren Geschwindigkeiten und Folienstärken verarbeiten kann.
Wenn Sie VFFS-Anlagen für den europäischen Markt evaluieren, umfasst das Angebot an Verpackungsmaschinen von Lintyco Modelle, die speziell für die Verarbeitung von Monomaterialien und kompostierbaren Folien konfiguriert sind.
📧 E-Mail: [email protected]
💬 WhatsApp: +86 15958746272
🌐 Erkunden Sie PPWR-fähige VFFS-Maschinen →








