
Blister packaging plays a crucial role in protecting medications from environmental factors such as moisture, light, and air, ensuring their safety, potency, and effectiveness. This packaging method is widely used for tablets, capsules, and suppositories due to its ability to provide reliable protection, ease of use, and extended shelf life.
Whether you are new to the industry or looking to refine your packaging knowledge, understanding these essential components is vital to maintaining the integrity and safety of pharmaceutical products.
Блистерные упаковочные материалы
Материалы, используемые для блистерной упаковки фармацевтических блистерных упаковочных машин, в основном включают пластиковые листы, материалы подложек, материалы для термосваривания покрытий и чернила для печати подложек.
(1) Пластиковые листовые материалы
Жесткие пластиковые листы, обычно используемые для блистерной упаковки фармацевтических блистерных упаковочных машин, в основном включают поливинилхлорид, поливинилиденхлорид и некоторые композитные материалы. В настоящее время наиболее широко используется жесткий лист поливинилхлорида.
Жесткие листы поливинилхлорида обладают хорошей прозрачностью и блеском. Листы поливинилхлорида, используемые для фармацевтической упаковки, предъявляют высокие требования к гигиене смолы и должны использовать нетоксичные поливинилхлоридные смолы, нетоксичные модификаторы и нетоксичные термостабилизаторы.
Polyvinylidene chloride has a high molecular density, regular structure, high crystallinity, extremely strong gas sealing, excellent moisture resistance, good oil resistance, drug resistance and solvent resistance, and excellent barrier properties to oxygen, water vapor and carbon dioxide in the air. Compared with materials of the same thickness, the barrier property of polyvinylidene chloride to oxygen is 1500 times that of polyethylene, 100 times that of polypropylene, and 100 times that of polyester. It is better than polyethylene in terms of water vapor and oxygen resistance. Moreover, the sealing performance, impact strength, tensile strength and durability of polyvinylidene chloride materials can meet the special requirements of blister packaging such as medicines.
Therefore, polyvinylidene chloride is one of the development directions of blister packaging materials in the future. Composite plastic sheets for drug blister packaging include PVC/PVDC/PE, PVDC/OPP/PE, PVC/PE, etc. For drugs that require barrier properties and light protection, materials composited with plastic sheets and aluminum foil can be used, such as PET/aluminum foil/PP, PET/aluminum foil/PE composite materials.

(2) Материал подложки
The substrate for blister packaging of tablets and capsules often uses coated aluminum foil. The aluminum foil is made of 99% pure electrolytic aluminum and is made by calendering. The aluminum foil has a highly dense metal crystal structure, is non-toxic and odorless, has excellent light-shielding properties, has extremely high moisture resistance, gas barrier properties and taste retention properties, and can most effectively protect the packaged items.
It is widely used in drug blister packaging. The surface of the substrate should be neat and glossy, with good printability, and can be firmly coated with a heat-sealing coating to ensure that after the heat-sealing coating is melted, the substrate and the blister can be tightly combined together.
(3) Материалы для термосваривания покрытий
The heat-seal coating should be compatible with the substrate and the blister, and the heat-seal temperature should be relatively low so that it can be heat-sealed quickly without damaging the blister film. At present, the heat-seal coating materials used in pharmaceutical blister packaging are mainly divided into single-component adhesives and two-component adhesives. Single-component adhesives are mainly composed of natural rubber or synthetic rubber, nitrate cotton, and acrylic esters. They are non-drying and hot-soluble and have a certain bonding strength.
Two-component adhesives are mainly polyurethane adhesives, which have good resistance to high and low temperatures, resistance to medium erosion, high adhesion, etc., and can bond multiple materials at the same time. It has been widely used in adhesives for substrate aluminum foil coating and in the composite process of various plastic films. Other commonly used heat-seal coating materials include solvent-resistant vinyl resins and water-resistant acrylic resins, both of which have good gloss, transparency and heat-sealing properties.
(4) Чернила для печати на субстрате
Учитывая процесс печати на алюминиевой фольге для фармацевтической блистерной упаковки и особые требования к фармацевтической упаковке, ее печатная краска должна иметь хорошую адгезию к алюминиевой фольге, напечатанный текст и рисунок должны быть прочными и четкими, выделение растворителя должно быть хорошим, термостойкость должна быть хорошей, сопротивление трению должно быть отличным, глянец должен быть хорошим, пигмент должен быть нетоксичным и не должен загрязнять упакованные лекарства. Практическая вязкость должна соответствовать технологическим требованиям печати на алюминиевой фольге.
В настоящее время чернила, используемые для печати на алюминиевой фольге, в основном делятся на две категории: первая категория —Спирторастворимые полиамидные чернила. Since polyamide resin has good adhesion to various substances, it is especially suitable for printing polyolefin films, plus good dispersibility, good gloss and softness, good wear resistance, good solvent release and printing properties, so it is often used to prepare special plastic films. LDPE, CPP, OPP and other surface printing gravure printing inks after treatment.
This kind of ink has the characteristics of good gloss, wide application, anti-adhesion, easy drying, etc., and is also used for printing aluminum foil substrate for pharmaceutical blister packaging. The second type of ink isспециальная алюминиевая фольга с винилхлоридной винилацетатной сополимерной смолой и акрилатной смолой в качестве основного компонента. Он характеризуется ярким цветом, высокой концентрацией, прочной адгезией к алюминиевой фольге, хорошей прозрачностью, превосходной воспроизводимостью металлического блеска алюминиевой фольги, и путем регулирования состава его смешанного растворителя для удовлетворения потребностей поверхностной печати на алюминиевой фольге, он будет больше использоваться в печати на подложке из алюминиевой фольги.
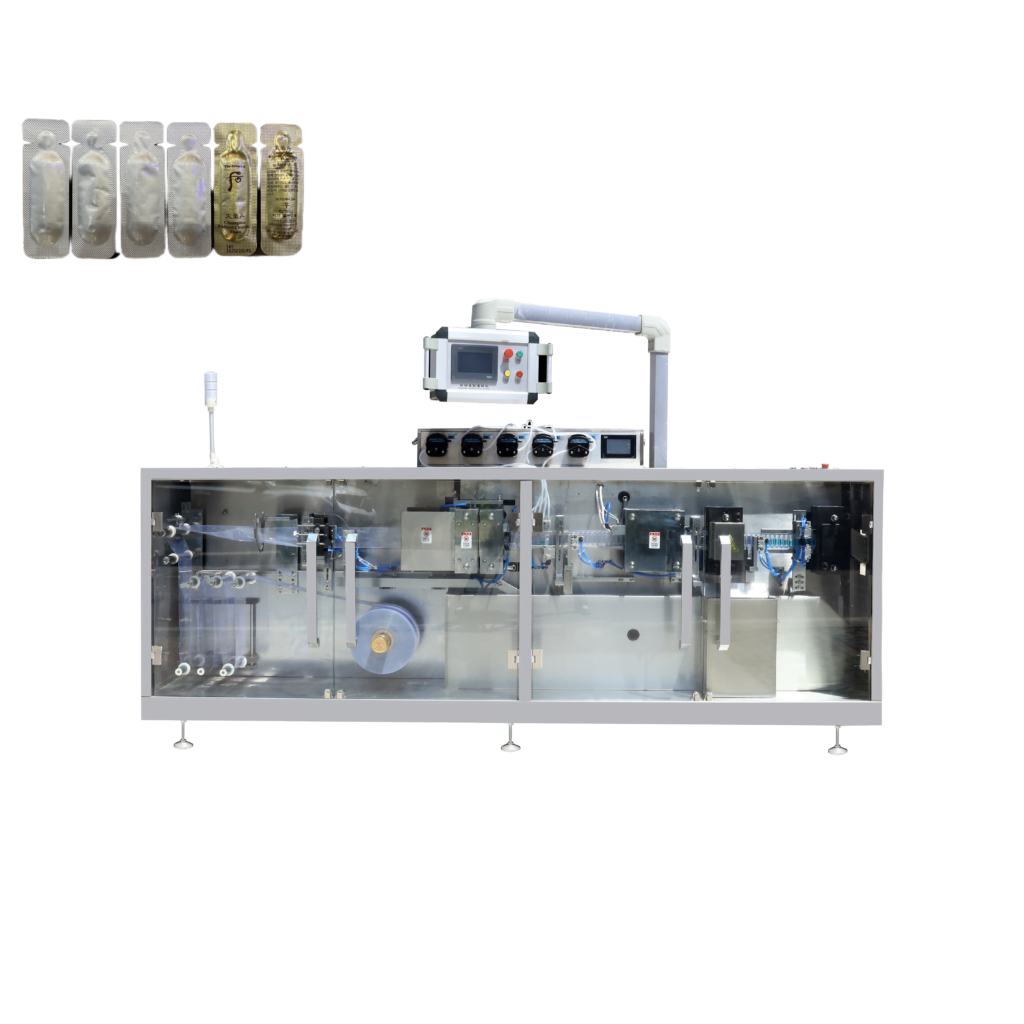
Тип блистерного упаковочного оборудования
Блистерные упаковочные машины делятся на два типа в зависимости от степени автоматизации: полуавтоматические упаковочные машины, автоматические упаковочные машины и полностью автоматические производственные линии. Упаковка лекарств (таблеток, капсул и суппозиториев и т. д.) в основном использует автоматические линии производства упаковки, также известные как автоматические упаковочные линии PTP (Press Through Pack). Существует два типа: горизонтальные и вертикальные. Как правило, используется многоколонная структура с высокой производительностью и хорошим качеством упаковки. Она оснащена устройством обнаружения и механизмом отбраковки отходов, которые могут соединить процессы печати, распространения инструкций и упаковки в производственные линии. Это типичная автоматическая линия производства упаковки с полными функциями упаковки.
Состав оборудования для блистерной упаковки
Машины для блистерной упаковки фармацевтической продукции в основном такие же, как и оборудование для блистерной упаковки других продуктов, и в основном состоят из следующих частей:
① Нагревательная часть. Нагревательное устройство используется для нагрева пластикового листа с целью его размягчения для облегчения формования.
В зависимости от различных методов контакта между нагревателем и тонким листом, существует два метода нагрева: прямой нагрев и косвенный нагрев. Прямой нагрев заключается в том, чтобы тонкий лист контактировал с нагревателем, и скорость нагрева высокая, но неравномерная, что подходит для нагрева более тонких материалов; косвенный нагрев заключается в использовании лучистого тепла для нагрева вблизи тонкого листа, что является тщательным и равномерным, но скорость низкая, и подходит как для толстых, так и для тонких материалов.
В зависимости от различных источников тепла нагревателя, методы нагрева — это нагрев потоком горячего воздуха и нагрев тепловым излучением. Нагрев потоком горячего воздуха использует поток горячего воздуха высокой температуры для непосредственного распыления на поверхность нагретого тонкого пластикового листа. Этот метод имеет низкую эффективность нагрева и недостаточно равномерен; нагрев тепловым излучением использует световое излучение и высокую температуру, создаваемую дальним инфракрасным нагревателем, для нагрева тонкого листа изгибаемого материала, что обеспечивает высокую эффективность нагрева и однородность.
② Формовочная часть. Формовочная часть может быть разделена на два метода: стоматологическое формование и вакуумное формование. Компрессионное формование заключается в использовании сжатого воздуха для выдувания размягченного тонкого листа в форму так, чтобы он находился близко к внутренней стенке формы для образования блистера. Форма принимает форму плоской пластины, которая, как правило, прерывисто или непрерывно транспортируется. Она имеет хорошее качество формования и подходит как для глубоких, так и для неглубоких блистеров. Вакуумное формование заключается в впитывании размягченного тонкого листа внутренней стенкой формы для образования блистера путем вакуумирования. Форма в основном принимает форму ролика для непрерывной транспортировки. Поскольку сила всасывания, создаваемая вакуумом, ограничена, и угол, под которым блистер покидает ролик после формования, ограничен, она подходит только для неглубоких блистеров и более тонких материалов.
③ Заправочное устройство. Препарат количественно заполняют в сформированный блистер, при этом чаще всего используют многорядное количественное автоматическое устройство заполнения.
④ Устройство для термосваривания. Алюминиевая фольга, используемая для покрытия, запечатывается на блистере. Существует два типа: плоская пластина и ролик. Плоский тип пластины используется для прерывистой транспортировки; роликовый тип используется для непрерывной транспортировки.
Процесс производства блистерной упаковки
Основной процесс блистерной упаковки: нагревание пластикового листа, формирование пленки, и поскольку производственная партия блистерной упаковки лекарств на блистерной упаковочной машине большая, ассортимент относительно фиксирован, а безопасность и гигиена являются обязательными, целесообразно использовать автоматизированную упаковочную линию блистерной упаковочной машины для производства. Во время автоматизированной работы, в дополнение к завершению процесса упаковки, печать, установка инструкций, упаковка в коробки и другие процессы также могут быть подключены к упаковочной линии, чтобы сформировать полностью автоматизированную линию по производству блистерной упаковки. Производственный процесс выглядит следующим образом:
Наполнение изделий, покрытие подложек, термосваривание, обрезка и подрезка.
(а) Рулон пластиковой пленки разворачивается и транспортируется вперед;
(б) Пленка нагревается и размягчается, а затем формуется в блистеры методом компрессионного формования (с использованием сжатого воздуха) или всасывающего формования (с использованием вакуума) в форме;
(c) Продукт заполняется с помощью автоматического механизма подачи;
(d) Качество формования и заполнения блистера определяется. На автоматической производственной линии часто используются фотоэлектрические детекторы. При обнаружении некачественной продукции сигнал о дефекте отправляется на запоминающее устройство. После завершения процесса штамповки дефектная продукция автоматически удаляется;
(e) Рулонный материал-подложка накрывается на заполненный блистер;
(f) Блистер и подложка запечатываются вместе с помощью пластинчатого или роликового термосварочного аппарата;
(ж) Номер партии и дата напечатаны на обратной стороне подложки;
(h) Пробивка на отдельные упаковочные единицы. После завершения процесса пробивки устройство отбраковки дефектных изделий удаляет дефектные изделия в соответствии с сигналом, сохраненным в запоминающем устройстве.
(j) Инструкции и коробки устанавливаются так, чтобы стать упаковками для продажи.
Заключение
Фармацевтическая блистерная упаковка является жизненно важным процессом, обеспечивающим безопасность, защиту и целостность лекарственных средств. Благодаря использованию высококачественных материалов, таких как поливинилхлорид, поливинилиденхлорид и алюминиевая фольга, а также эффективного автоматизированного оборудования, процесс блистерной упаковки не только соответствует строгим стандартам гигиены и безопасности, но и обеспечивает улучшенную барьерную защиту от влаги, света и воздуха. Производственный процесс, от нагрева и формирования пластиковых листов до наполнения и термосварки, гарантирует надежное и безопасное упаковочное решение для фармацевтических продуктов. Поскольку отрасль продолжает развиваться, разработка передовых материалов и упаковочных технологий еще больше повысит эффективность и устойчивость блистерной упаковки, что сделает ее незаменимым выбором в фармацевтическом секторе.








